




Comment faire du squeeze casting ?
Le squeeze casting est un procédé dérivé de la fonderie sous pression qui permet, pour des pièces épaisses, d'obtenir des caractéristiques mécaniques améliorées. Le squeeze casting amène les caractéristiques du moulage gravité avec la précision dimensionnelle de la fonderie sous pression. Des vitesses lentes d'injection sont requises couplées à des très fortes pression de compression pendant la solidification de la pièce.
Principe
Le squeeze casting (moulage par compression en anglais) consiste :
- Injecter le métal à vitesse lente (0.2 m/s à 0.5 m/s aux attaques)
- Appliquer une très forte pression (100 à 150 MPa) pendant toute la solidification.
Ce type de squeeze casting est encore appelé "squeeze casting indirect" par opposion au "squeeze casting direct" où le pression est appliquée sur toute la surface de la pièce.
Le squeeze casting n'est applicable que pour des pièces massives (non noyautées) et permet de réaliser des pièces avec traitement thermique (absence de porosité). On peut alors injecter des alliages de type Al Si7Mg.
Un dévelopement en Asie
Le squeeze casting (souvent sur machine vertical) est beaucoup plus répandu en Asie (japon) à forte culture "fonderie sous pression" qu'en Europe ou en Amérique du Nord. Le squeeze casting est en concurence avec le moulage gravité, mais il permet d'atteindre une précision dimensionnelle supérieure.
Squeeze vertical et horizontal
Le squeeeze casting indirect peut être réalisé sur une machine à couler sous pression conventionnelle permettant cependant d'appliquer 150 MPa sur le piston (sans ouvrir le moule).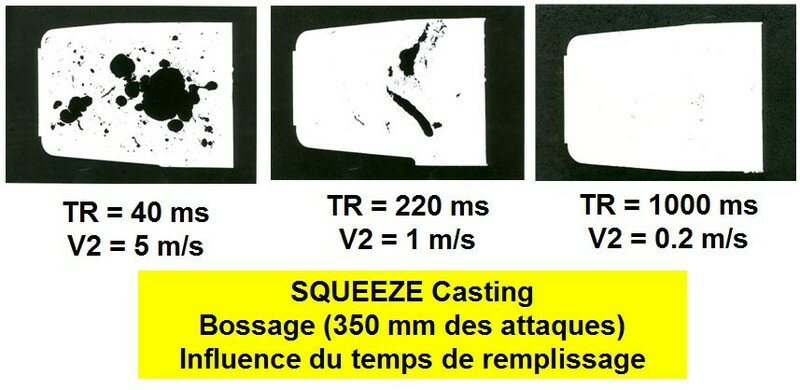
Le squeeze casting nécessite une faible vitesse d'injection (V2 vitesse en phase 2 et TR temps de remplissage en ms) et une forte pression en 3ème phase (1300 bars et plus). Etude CTIF
Paramètres du squeeze casting
- Avoir une pièce épaisse (10-15 mm mini)
- Pouvoir injecter à faible vitesse (V = 1 m/s à l'attaque) et sous forte pression P3 (choix machine /moule)
- Concevoir des attaques très épaisses (10 mm) qui seront sciées ensuite
- Bien concevoir le moule pour tendre vers une solidification dirigée
Source : CTIF


/http%3A%2F%2Fstorage.canalblog.com%2F71%2F65%2F447324%2F116128955_o.jpg)
/http%3A%2F%2Fstorage.canalblog.com%2F86%2F27%2F447324%2F86801763_o.jpg)
/http%3A%2F%2Fstorage.canalblog.com%2F85%2F74%2F447324%2F113797398_o.png)
/http%3A%2F%2Fstorage.canalblog.com%2F01%2F80%2F447324%2F24281456_o.jpg)