




Le sous vide est-il indispensable ?
Le sous vide consiste à connecter l’empreinte à un réservoir sous vide attenant à la machine afin de limiter la quantité d’air lors de l’injection. Plusieurs systèmes commerciaux existent (Fondarex, BDW, VDS, OMC, Pfeiffer, …). Le sous vide permet d'optimiser la santé pièce et dans certains cas, plus rares, de réaliser des pièces soudables ou avec traitement thermique.
Valve de sous vide Fondarex
La problématique
Du fait du temps de remplissage très court (20 ms ou moins pour les très petites pièces à 150 ms pour les plus grosses), il est très délicat d'évacuer correctement la totalité de l'air de l'empreinte en fonderie sous pression.
Les tirages d'air positionnés en fin de remplissage (fréquemment sur les talons de lavage) sont théoriquement destinés à évacuer la totalité de l'air. Ils sont quelquefois assez efficaces, mais relativement minces (0.2 mm en aluminium et 0.1 mm ou moins en zamak), ils s'obstruent assez fréquemment. De plus, leur section de passage est la pluspart du temps bien inférieure (de plusieurs ordres de grandeur) à la section d'attaque et ils ne peuvent pas évacuer l'air avec le même débit que celui de l'alliage. L'air est donc souvent comprimée dans l'empreinte, perturbant le remplissage.
Il en résulte que des emprisonnements d'air sont assez fréquents et provoquent des défauts internes (de l'air emprisonné) dans les pièces. Ces défauts sont appellés soufflures (et quelquefois "porosité" de manière impropre). Ces défauts sont le "point faible" de la fonderie sous pression et en limitent quelquefois les applications en empêchant tout traitement thermique (apparition de cloques à chaud) et en perturbant les opérations ultérieures à chaud (peinture, téflonnage).
Les soufflures peuvent également :
- Limiter les propriétés mécaniques en zones sollicitées
- Créer des fuites (pièce étanche)
- Perturber la pose de joint sur pièce (porosité débouchante)
- ...
- et au final augmenter le taux de rebut de manière importante sur certaines pièces critiques.
Principe du sous vide : Evacuer l'air du moule
Le sous vide, ou les systèmes dérivés, consiste tout simplement à extraire le maximum d'air de l'empreinte par un périphérique additionnel au chantier standard.
Ce système consiste le plus souvent en un réservoir (avec un niveau de pression faible) relié au moule. L'empreinte est relié au réservoir qui aspire alors très rapidement une grande quantité d'air.
Les modifications à réaliser
Pour réaliser le sous vide, il faut :
- Dans tous les cas adapter le moule (pour lui adjoindre un système)
- Ajouter un périphérique (pour le sous vide traditionnel)
Cela conduit à un surcoût assez variable selon le système (et le fournisseur) retenu.
Le surcoût peut se décomposer ainsi :
- Surcoût de modification du moule
- Surcoût du périphérique (achat)
- Surcoût lié à la maintenance moule et périphérique
Les fournisseurs de système de sous vide
De nombreux systèmes de sous vide (ou de système d'évacuation de l'air) ont été développés et sont commercialisés:
- Supervac de Fondarex (Suisse) Fondarex
- Castool Vacuum system de Allper (Suisse) Allper
- Provac de VDS (Suisse)
- Minimum Fill time (MFT) et High-Q-Cast de BDW (Allemagne) Bdw Technologies.com
- OMC de/Prince (USA)
- Vacural (Frech Weingarten)
- Vacu2 multi step (Pfeiffer) Pfeiffer
- Tirage d'air massif (massive venting)
- CASTvac de CAST (Australie) CAST
- AVDC (Alcoa)
- NGK (Jap)
- GF (Gas Free) de UBE (Jap) UBE
- Optivent de Schmelzmetall (Allemagne) Schmelzmetall
- ZZVAC ou Zig Zag venting ZZVAC
La liste de fournisseur ci-dessus est non exhaustive
(nous contacter en cas d'oubli)
Pièce avec sous vide Gas Free (UBE)
Aluminium part with gas free vacumm from UBE (Jap)
De nombreux constructeurs automobile (ou fondeurs indépendants) ont développés en interne (et brevetés) des technologies de sous vide qu'ils utilisent pour leurs besoins propres :
- Yamaha CF vacuum die casting technology
- Suzuki Motor Bikes
- Honda
- RNC (Ryobi New Csating) de Ryobi
- Verticast Process (ou Vert-A-Cast) de Gibbs
- Hitachi HiVac-V
Ces systèmes ne sont pas commercialisés et peu d'informations techniques sont disponibles.
Etanchéité Moule
Pour garantir un niveau de vide efficace, il est souvent utile de positionner un joint en silicone sur tout le pourtour du moule. Le passage des tiroirs peut poser problème.
Certains systèmes (ZZVAC) préconise l'injection de joint silicone à l'interface empreinte-carcasse pour optimiser le niveau de vide.
Des systèmes anciens allaient jusqu'à mettre une enceinte tout autour du moule. De tels systèmes ont été abandonnés de nos jours.
Nivau de vide atteint
Dans le cas d'un moule neuf et sans tiroir, le niveau de vide peut être assez performant et atteindre 50 à 70 mbar. Par contre, de nombreux tiroirs peuvent amener à un niveau de pression dans l'empreinte de 300 ou 400 mbar.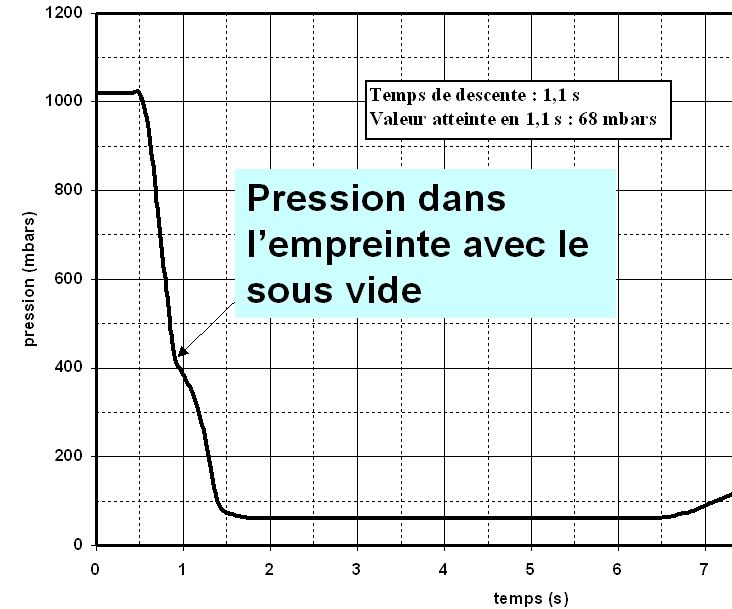
Pressure drop in cavity (CTIF project) with vacuum
Niveau de pression dans l'empreinte avec système de sous vide (projet CTIF)
Limite du sous vide
Les systèmes de sous vide permettent de supprimer les défauts de type soufflure (air inclus). Ils n'ont pas d'effet par contre sur les défauts internes de types retassure (retrait à la solidification). Avant de positionner du sous vide en curatif, il convient d'identifier au préalable le type de défaut présent.
De la même manière, des résidus d'eau dans le moule venant d'un poteyage surabondant amèneront des quantités très importantes de gaz qui seront difficiles à évacuer par le sous vide. Le sous vide ne dispense donc pas d'optimiser le process (vitesse, pression, système d'alimentation, poteyage, ...).
Le niveau de vide atteint dépend également beaucoup de la technologie utilisée et de la maitrise de cette technologie.
Il ne faudrait pas croire que toutes les technologies évoquées ici permettent de réaliser des pièces en fonderie sous pression avec traitement thermique (ou soudable). Dans la majorité des cas, le sous vide permet de limiter les défauts internes sur des pièces critiques.
Sous vide en 1er phase ou en 1er et 2ème phase
Certains système de sous vide font le vide en première phase seulement (BDW) alors que les autres maintiennent le vide pendant toute la durée de l’injection (1er et 2ème phase). L'arrêt du vide en fin de première phase a l'avantage de permettre d'utiliser des valves à fermeture mécanique alors que le sous vide pendant toute l'injection nécessite des valves spéciales, onéreuses et contraignantes en terme de maintenance. Par contre, le sous vide pendant toute l'injection est sensiblement plus efficace.
Vacural
Le système vacural, particulier, n'est disponible que sur machine Weingarten.
Système Vacural (Weingarten)
Le sous vide indispensable ?
Pour des pièces classiques, le sous vide n’est pas indispensable. Lorsque l’on recherche un niveau de santé très élevé (pièce soudable, étanche à l’hélium, pièce très saine, …), le sous vide peut devenir très utile. Il exige un certain niveau de technicité et de rigueur.
Pour toutes les autres pièces, les systèmes à base de tirage d’air massif (massive venting) permettent d’atteindre des niveaux de santé assez proche du sous vide sans en avoir les inconvénients (coût, complexité).
Comparatif entre différentes technologies de sous vide (étude CTIF), les niveaux de porosité importants dans les bossages sont liés à des défauts de type retassure (non affectés par le sous vide)
Comparison between various vacuum systems (massive venting versus traditionnal valve vacuum system). High porosity level in boss are due mainly to shrinkage cavity (non reduced by vacuum system)
Notre avis :
Le système « tirage d’air massif seul » ou « tirage d’air massif + sous vide » sans valve est le plus intéressant. Une étude CTIF a démontrée les très bonnes performances (niveau de vide atteint, densité pièce) du système tirage d'air massif et sous vide. Son absence de valve est de plus intéressante et en fait un système peu contraingnant au niveau de l'utilisation quotidienne dans les ateliers de fonderie.
Chill vent and vacuum (Fondarex)
Tirage d'air massif et sous vide (Fondarex)
Source : CTIF
Novembre 2008


/http%3A%2F%2Fstorage.canalblog.com%2F60%2F74%2F447324%2F116437929_o.jpg)
/http%3A%2F%2Fstorage.canalblog.com%2F93%2F84%2F447324%2F115464809_o.jpg)
/http%3A%2F%2Fstorage.canalblog.com%2F33%2F37%2F447324%2F24909735_o.gif)
/http%3A%2F%2Fstorage.canalblog.com%2F71%2F88%2F447324%2F26282702_o.gif)